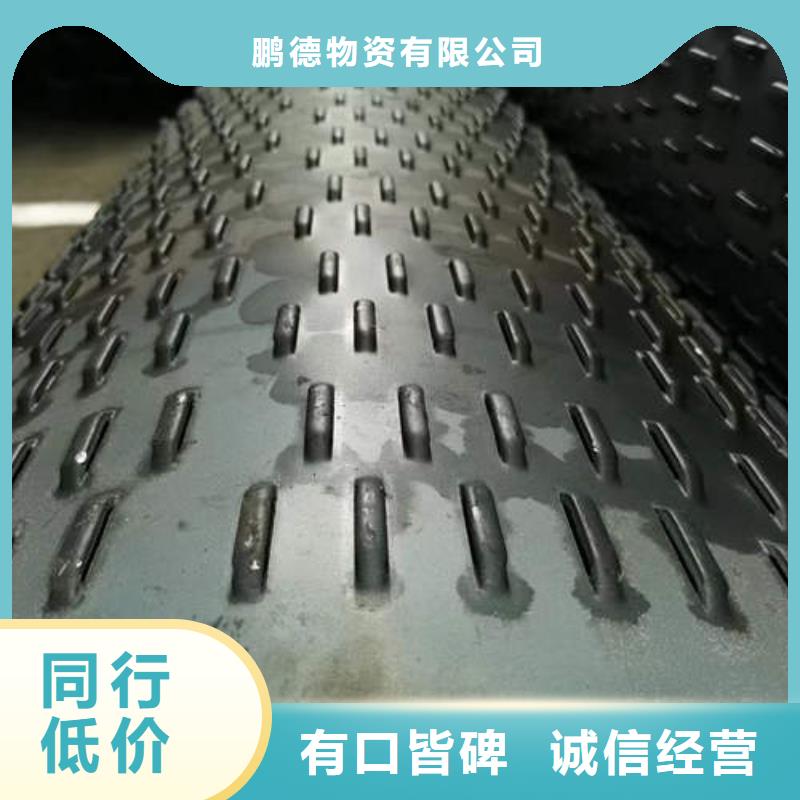
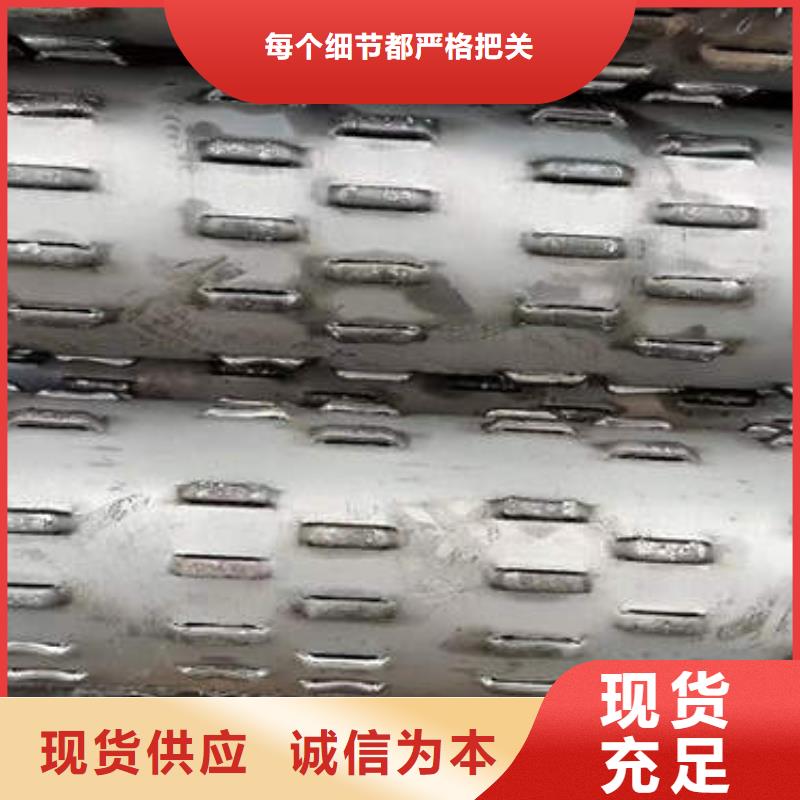
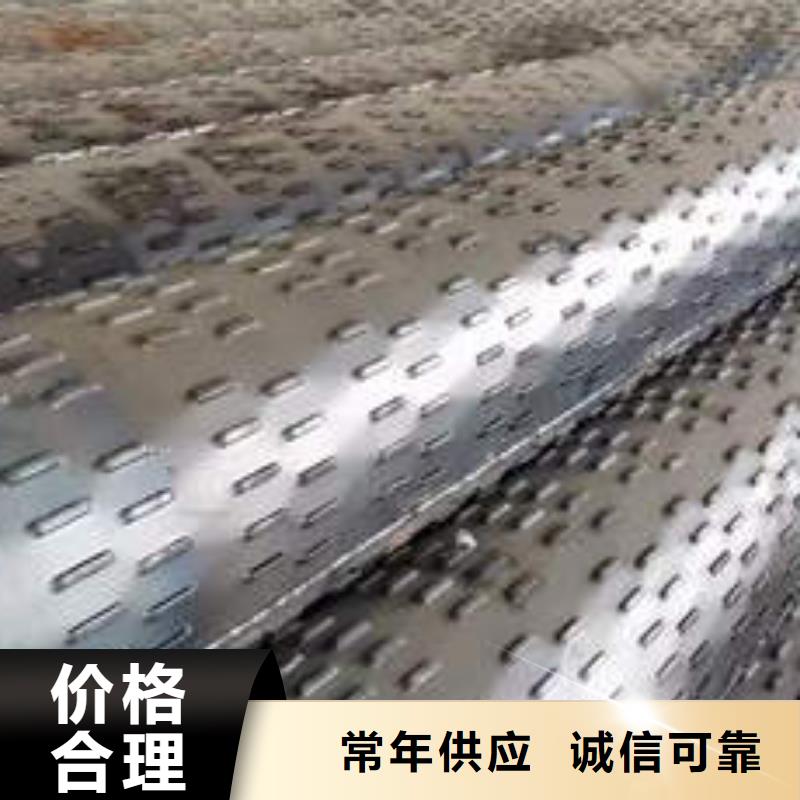
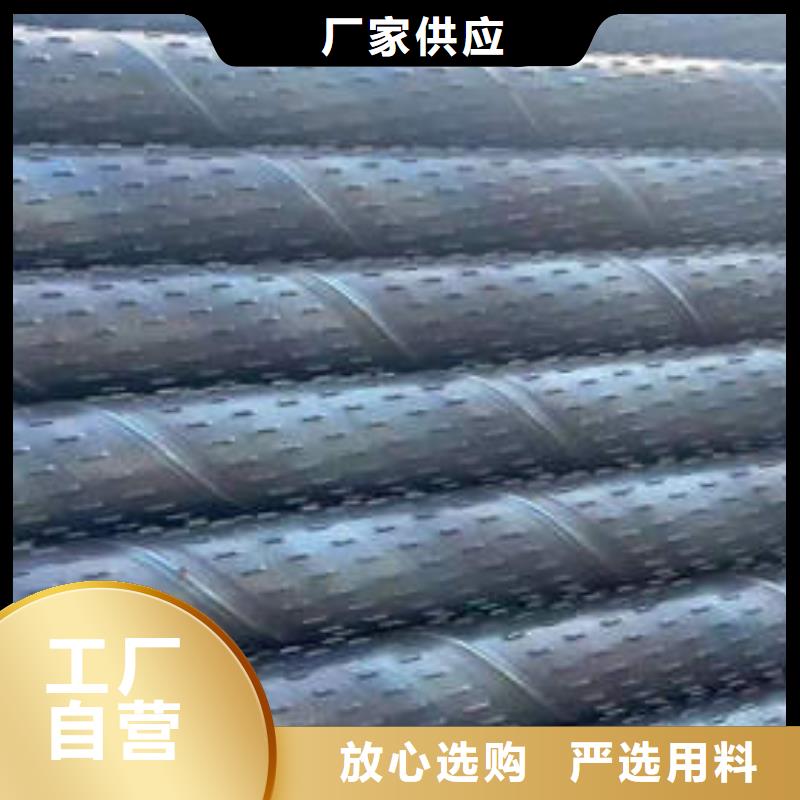






螺旋滤水管制造方法是双面埋弧焊螺旋法,从钢卷材料到制作成螺旋滤水管,所有的工艺加工过程均在螺旋滤水管机组上连续自动实现。螺旋滤水管机组主要由钢带送进台(前桥 )、成型机、钢管输出支承台(后桥 )、液压系统、电控系统和焊接系统等六部分组成。。螺旋滤水管机组生产设备的主要性能参数为:可生产螺旋滤水管直径范围为219-3620mm;可生产螺旋滤水管长度为18米(注:超过18米运输就比较困难了);可生产的螺旋滤水管壁厚范围为5—25.4mm,钢带宽度范围为700~2OOOmm;适用钢材材质为Q235、Q345、X42~X70;适用钢卷重量为 40吨。
如果有必要加热和冷却圆钢,还应尽可能运用平锤来防止锤怨,冷拉光圆的机械调平办法一般选用压力机进行调整。当顶部压力歪曲时,有必要运用轮胎类型。
滤水管生产厂家表明,冷拉光圆结构的矫直是因为弯曲程度不同,不便于拆卸或撤除法拉非所选用的办法。还有一点有必要留意,即在调整冷拉圆钢的垂直边际时,有必要留意翻转冷拉圆钢。 调整竖边背面时,不要倾倒冷拉光圆,以免形成危险事端。严格依照上述要求,对冷拉光圆进行调整,使其结构和外观恢复到满足的效果,然后充分发挥产品在工艺体系中的效果。
质量操控:
(1)无砂滤水管有必要晓畅,滤料粒径均匀,含泥量少,均应查验合格后方可运用。
(2)严格按规划要求操控好井径-井深和井距。
(3)无砂水泥管接口有必要用塑料布封严。
(4)每打成一眼井要进行质量查看检验-孔径误差≤10cm,垂直误差≤5井深误差≤20cm。
(5)洗井后泥砂含量操控在10以内。
(6)抽水期间应常常查看抽水管和水泵有无故障经发现应及时修补或替换,并应常常查看抽水情况,避免无水烧坏水泵,影响降水效果。
(7)在全部打井和抽水过程中有必要有专人负责,做好成井记载和抽水记载以确保成井质量和抽水正常。

(1)放线定井位。
(2)放样、钻孔至规划深度。
(3)装置φ400 无砂滤管或桥式滤水管(井管类型还有其他多种形式:钢筋笼、UPV C等)。
(4)井管底端封口接头应牢固避免反砂。
(5)在孔壁与砂管之间填充滤料挨近井口一定范围内(一般是填土区域内)选用粘土填实封严。
(6)空压机洗井至水清。
(7)沉放潜水泵(进水口)至井底2.0m 处敷设集水总管用抽水管与泵衔接。
(8)试抽水查看井管是否漏水、水泵是否反转。
(9)测定每个管井初始水位和流量进行正式抽水。
(10)正常抽水监测。